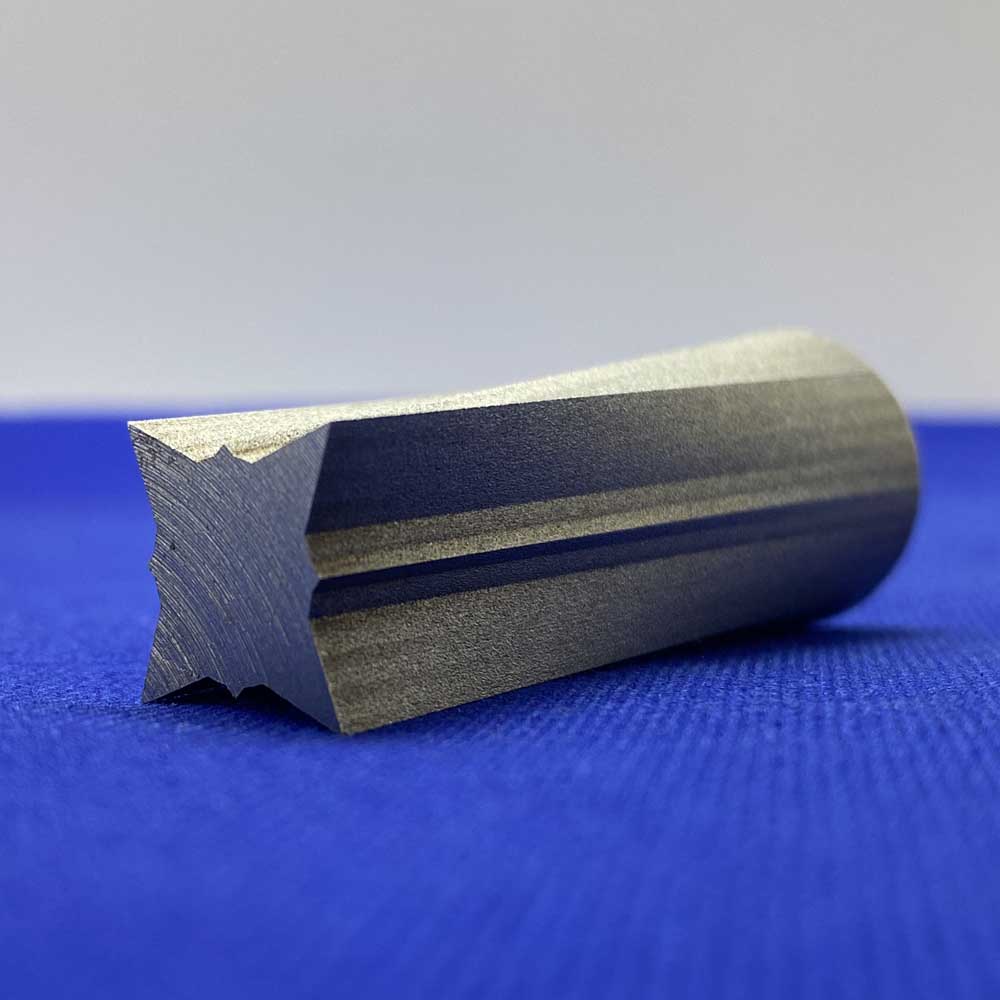
Электроэрозионная резка металла — это высокоточный способ обработки, основанный на воздействии электрических разрядов между электродом и заготовкой. В процессе электроэрозии происходит контролируемое разрушение материала под воздействием импульсных разрядов, что позволяет обрабатывать металлы без механического контакта инструмента с поверхностью.
В процессе электроэрозионной обработки деталей один из электродов является обрабатываемой заготовкой, другой — электрод-инструментом. Разряды производятся периодически, импульсно, так чтобы среда между электродами восстановила свою электрическую прочность. Для уменьшения износа электрода-инструмента подаются униполярные импульсы технологического тока. На практике используются два способа подачи униполярных импульсов: с подключением заготовки к положительному полюсу генератора импульсов, и с подключением заготовки к отрицательному полюсу.
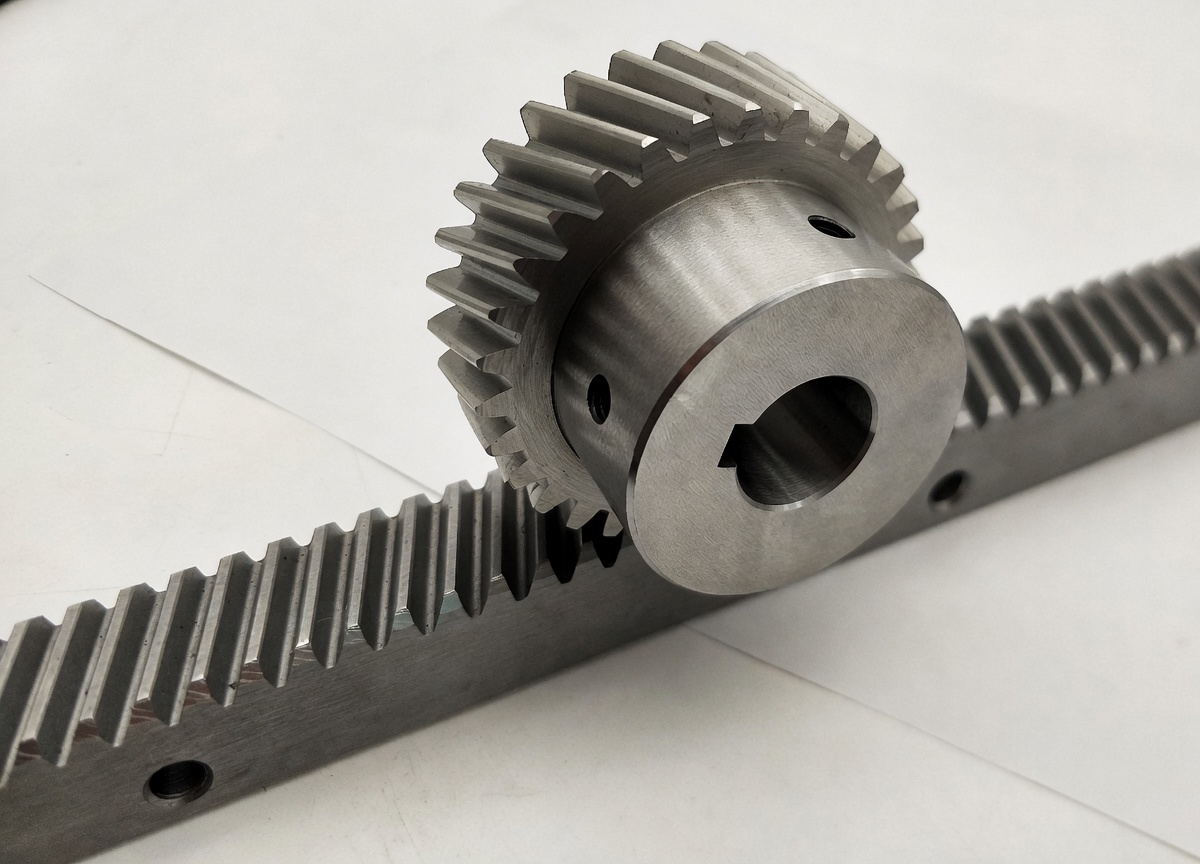
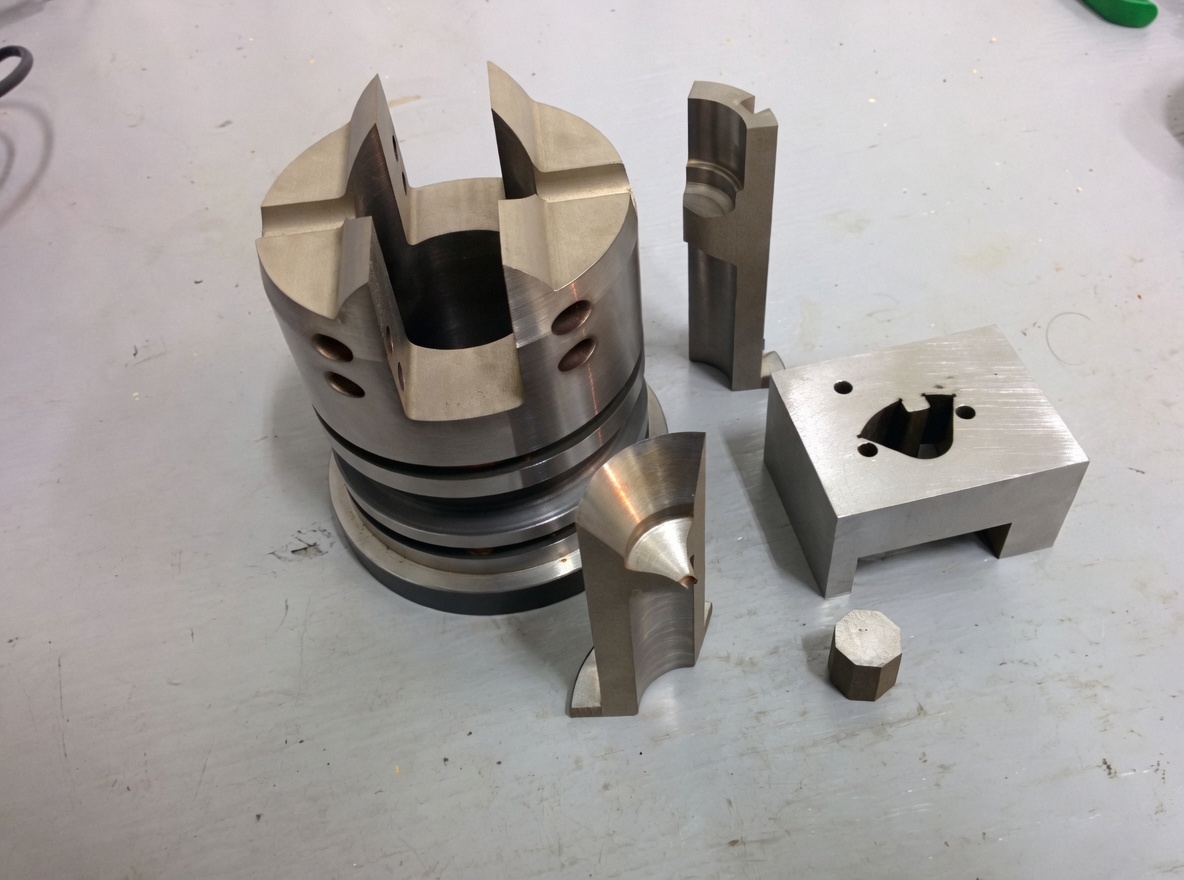
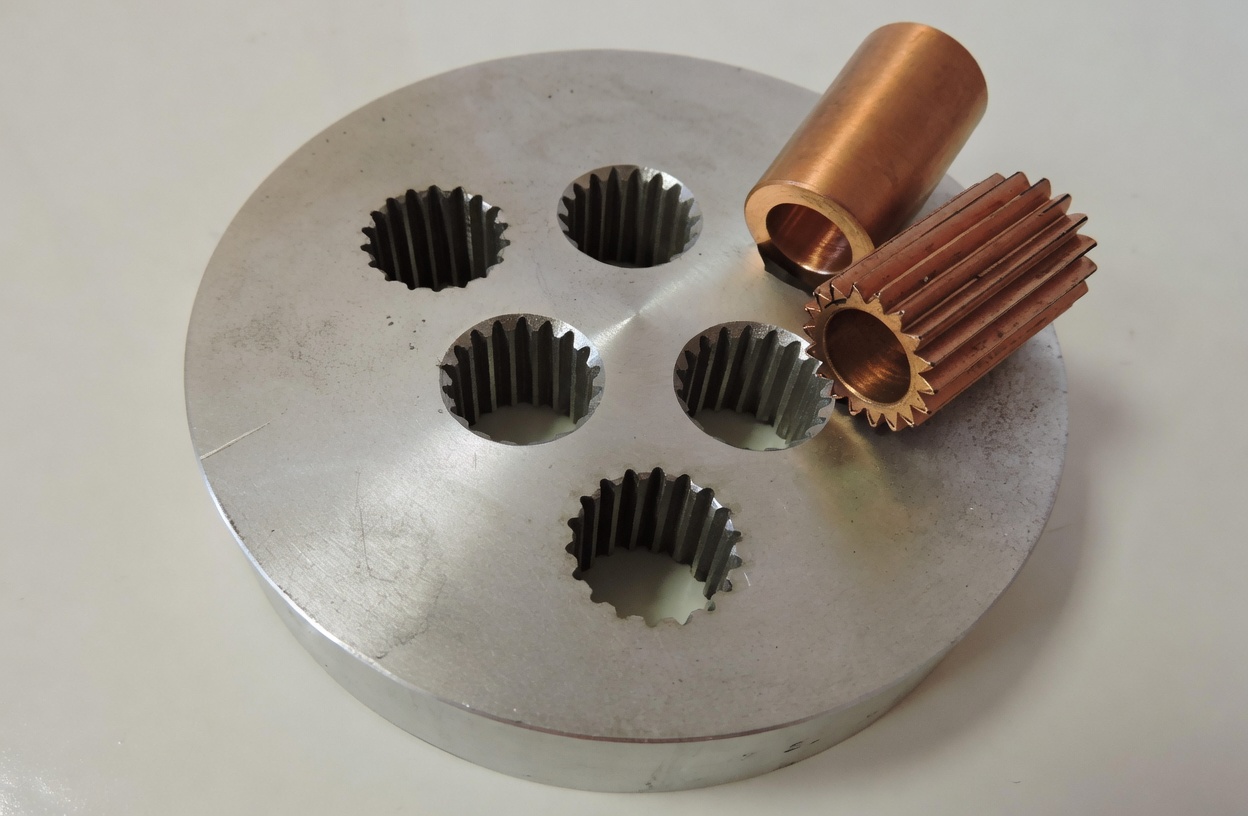
Электроэрозионная технология востребована в медицине, машиностроении, оборонной промышленности, приборостроении и инструментальном производстве. Этот метод особенно эффективен при изготовлении штампов, пресс-форм, протяжек, оправок и других сложных изделий.